
【ワイヤーハーネスのAI生産スケジューリング 2】課題 ~ 利益に効いてくる4つの課題
2026.07.13A1:生産計画・スケジューリング , S08:金型や治具を使う工程で納期遅れと段取りを最少化したい全5回の2回目です。前回は工場の全体像を押さえました。今回は、そこで触れた「価値を生まない時間」が具体的にどんな課題として現れるかを掘り下げます。ここで挙げる課題は、第4回で金額として回収します。
想定する工場
対象は、第1回で見た中規模のワイヤーハーネス工場です。切断・剥き・圧着・カプラ挿入・配線組立・検査といった工程のうち、生産計画の対象の中心となるのは、ボトルネックの端子圧着とカプラ挿入・配線組立の3工程です。多品種少量で品番数が多く、納期を1日でも遅らせると、納入先である自動車・産業機械メーカーの生産ラインが止まってしまいます。
この工場では、納期を守ろうとするほど残業と在庫がふくらむという悪循環が起きています。まずは、その悪循環がなぜ生まれるのかを見ていきます。
なぜ悪循環が起きるのか
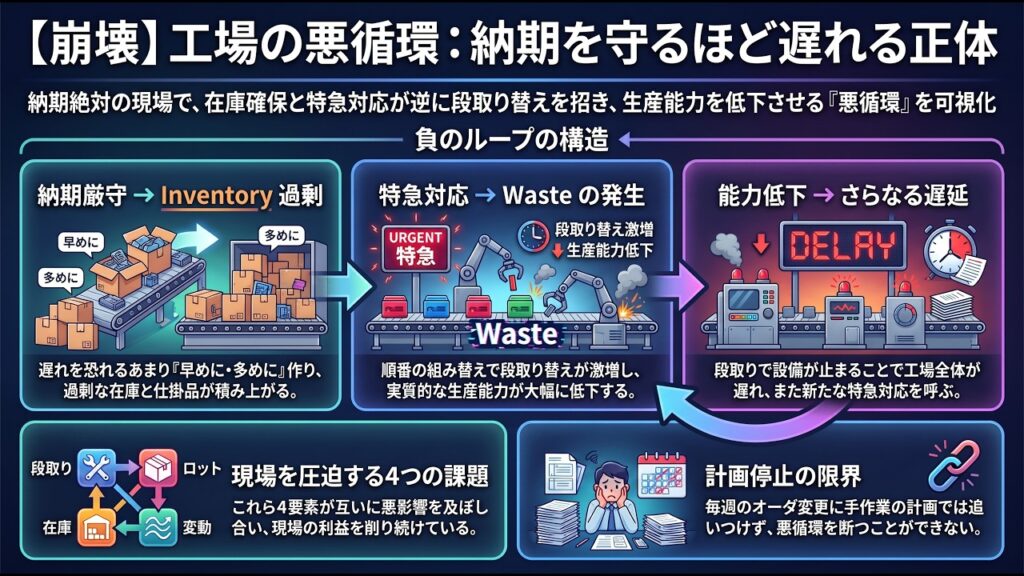
ワイヤーハーネスの生産現場では、納期は絶対です。顧客である完成車メーカーのラインが止まれば、その損害は部品1本の価格とは比べものになりません。だから現場は、遅れを絶対に避けようとします。
そこで現場は、遅れを防ぐために二つの手を打ちます。一つは「在庫を厚くする」こと。遅れないよう早めに作り、万一に備えて安全在庫を多めに積む。もう一つは「特急対応で片づける」こと。つまり、遅れそうなオーダを見つけては、順番を飛ばして先に処理することです。
ここに落とし穴があります。あるオーダを特急対応で先に進めると、後回しにされたオーダの方が遅れます。その遅れがまた新たな特急対応を呼び、現場は次々と順番を組み替え続けることになります。特急対応がさらに特急対応を呼ぶ――これが悪循環の正体です。
しかも順番を変えるたびに、電線や配線板の段取り替えが発生します。特急対応が増えるほど段取り時間はふくらみ、設備が止まって、実際に使える生産能力が下がっていきます。遅れを防ぐはずの特急対応が、かえって工場全体を遅らせるのです。
こうして、厚くした在庫は資金を固定し、増えた特急対応は段取りで設備の稼働を減らします。在庫と段取りの両方がふくらみ続ける――これが、この工場が抱える悪循環です。次に挙げる4つの課題は、いずれもこの悪循環の一部として現れます。
4つの課題 ―― 現場が解決したいこと
この悪循環を断つために、現場が解決したい課題は4つあります。段取り・ロットサイズ・在庫・変動対応で、いずれも互いに影響し合っています。順に見ていきます。
課題1. 段取り時間を削減したい
ワイヤーハーネスの品番は、車種×グレード×仕向地×オプションで爆発的に増えます。品番が多いほど切替が頻繁に起こり、そのたびに電線・端子・配線板を替える段取りが発生します。とくにボトルネックの端子圧着では金型(アプリケータ)交換が何度も必要になり、切替が多いほど段取り時間がふくらんで、設備が止まっている時間そのものが損失になります。
課題2. 生産ロットサイズを最適化したい
段取りを減らそうと大きなまとまり(大ロット)で作ると、後回しにした品番で納期遅延件数が増えます。逆に納期に合わせて小さく分けて作ると、切替えが増えて段取り時間がふくらみます。品番が多いほどこの板ばさみは深刻になり、人手の計画で最適な答えを出すのは困難です。
課題3. 在庫を削減したい
在庫がふくらむ最大の原因は、納期遅れを恐れるあまり、二つの余裕を大きくとってしまうことです。一つは時間の余裕で、予定より早めに着手して前倒しで作ります。もう一つは量の余裕で、万一に備えて安全在庫を多めに持ちます。この「早めに・多めに」という念のための上乗せが積み重なり、必要以上の在庫を抱え込みます。そこへ工程ごとの速さの違いや早すぎる先行生産が加わると、ボトルネックの端子圧着の前後にも作りかけの品(仕掛品)がたまります。こうした余分な在庫は、保管場所・管理の手間・お金を圧迫し、在庫額に応じたコストとして毎月出ていきます。
課題4. オーダ変更・設備故障などに迅速に対応したい
顧客が求める数量や仕様は、毎週のように変わります。ところが手作業の計画では、変更のたびに一から組み直すのに時間がかかり、変化に追いつけません。対応が遅れれば納期遅れが起こりやすくなり、慌てて特急対応をすることになります。この対応の遅れが、冒頭で見た悪循環を生みます。だからこそ、変化が起きるたびに計画を素早く組み直すこと(リスケジュール)が欠かせません。この迅速なリスケジュールをいかに実現するかが、悪循環を断つ最大の課題になります。
効率化で減らしたいもの
ここまでの4課題を、次回(第4回)で金額を試算する費目に対応づけると、次のように整理できます。この対応を見れば、どの課題がどの費目として金額に表れるかが分かります。
| 減らしたい対象 | 現状で起きていること | 第4回での費目 |
| 計画作成の手間 | 勘に頼る計画の作成・作り直し | ①計画作成人件費 |
| 督促などの管理業務 | 変動追従の進捗確認・特急対応の指示 | ②間接人件費 |
| 段取り時間 | 多品種の品番切替のたびに設備が停止 | ③段取り作業費 |
| 資材・電力 | 切替のたびに余計に消費 | ④段取りコスト |
| 過剰在庫 | 速度差と先行生産による仕掛滞留 | ⑤在庫保有コスト |
| 設備停止 | 段取り由来で稼働できない時間 | ⑥設備費 |
まとめ
次回は、これらの課題を「別々に潰す」のではなく「同時に解く」という発想の転換をご紹介します。
▶ あなたの工場の悪循環は、どの課題から始まっているでしょうか。
高橋邦芳 + Asprovaコンサルティングチーム + 生成AI
最新記事 by 高橋邦芳 + Asprovaコンサルティングチーム + 生成AI (全て見る)
- 【ワイヤーハーネスのAI生産スケジューリング 5】失敗しない導入 ~ 一工程から始める進め方 - 2026年7月13日
- 【ワイヤーハーネスのAI生産スケジューリング 4】ROI試算 ~ 数字で見る年間リターン - 2026年7月13日
- 【ワイヤーハーネスのAI生産スケジューリング 3】解決策 ~ 同時に解くという発想 - 2026年7月13日
 【電動アクチュエータのAI生産スケジューリング 4】ROI試算 ~ 段取り・在庫・設備稼働の改善効果を、自社の数字で試算する
【電動アクチュエータのAI生産スケジューリング 4】ROI試算 ~ 段取り・在庫・設備稼働の改善効果を、自社の数字で試算する 【ギアのAI生産スケジューリング 2】課題 ~ 納期を守るほど在庫が膨らむ歯車工場のジレンマ
【ギアのAI生産スケジューリング 2】課題 ~ 納期を守るほど在庫が膨らむ歯車工場のジレンマ 【ワイヤーハーネスのAI生産スケジューリング 1】基礎知識 ~ まず知っておきたい工場の全体像
【ワイヤーハーネスのAI生産スケジューリング 1】基礎知識 ~ まず知っておきたい工場の全体像 【プレス加工工程のAI生産スケジューリング 4】ROI試算 ~ Returnを自社の数字に置き換える、投資対効果の考え方
【プレス加工工程のAI生産スケジューリング 4】ROI試算 ~ Returnを自社の数字に置き換える、投資対効果の考え方 【電動アクチュエータのAI生産スケジューリング 2】課題 ~ 残業と督促が止まらない、納期厳守の裏で膨らむ在庫とコストの正体
【電動アクチュエータのAI生産スケジューリング 2】課題 ~ 残業と督促が止まらない、納期厳守の裏で膨らむ在庫とコストの正体 【ギアのAI生産スケジューリング 5】失敗しない導入 ~ ボトルネック一工程から始める無理のない進め方
【ギアのAI生産スケジューリング 5】失敗しない導入 ~ ボトルネック一工程から始める無理のない進め方