
【ワイヤーハーネスのAI生産スケジューリング 1】基礎知識 ~ まず知っておきたい工場の全体像
2026.07.13A1:生産計画・スケジューリング , S08:金型や治具を使う工程で納期遅れと段取りを最少化したい「良い製品を、速く、安く」――どの工場もそう願います。ですが利益を決めているのは、実は職人の腕そのものより、設備が段取り替えで止まっている時間や、納期を守るために計画を何度も立て直す時間、つまり価値を生んでいない時間だったりします。
このシリーズでは、その「価値を生んでいない時間」を減らす方法として、ワイヤーハーネスの生産計画づくりをAI(生産スケジューラ)で行う考え方を、全5回で紹介します。基礎知識から始め、課題・解決策・ROI試算・導入へと順に進みます。第1回の今回は、まずワイヤーハーネスと典型的な工場を知ることから始めます。
1. ワイヤーハーネスとは何か
ワイヤーハーネスは、自動車や産業機械の内部で電力や信号を各部品へ届けるために、複数の電線を用途ごとに束ね、端子・コネクタ・保護部材でまとめた「配線の集合体」です。人体でいえば神経と血管の束にあたります。主な構成部品は、電線(絶縁被覆付きの銅線)、端子(電線先端に圧着する金具)、コネクタ(端子を収める接続部品。自動車業界ではカプラとも呼びます)、保護部材(チューブ・テープ)です。製品ごとに電線の種類・長さ・本数が異なる多品種少量生産になりやすいのが特徴です。
2. 典型的な工場 (工程と設備)
中規模のワイヤーハーネス工場(国内の中型工場、年産数百万〜数千万セット規模)を想定した、代表的な工程と設備の一覧です。前半は機械が主役の工程、後半の配線組立は木の板の治具を使う人手が主役の工程に分かれます。
| 工程 | 機械 | 台数 | 機械単価 | 時間単価 | 作業者 | 段取り条件 | 段取り時間(1回) |
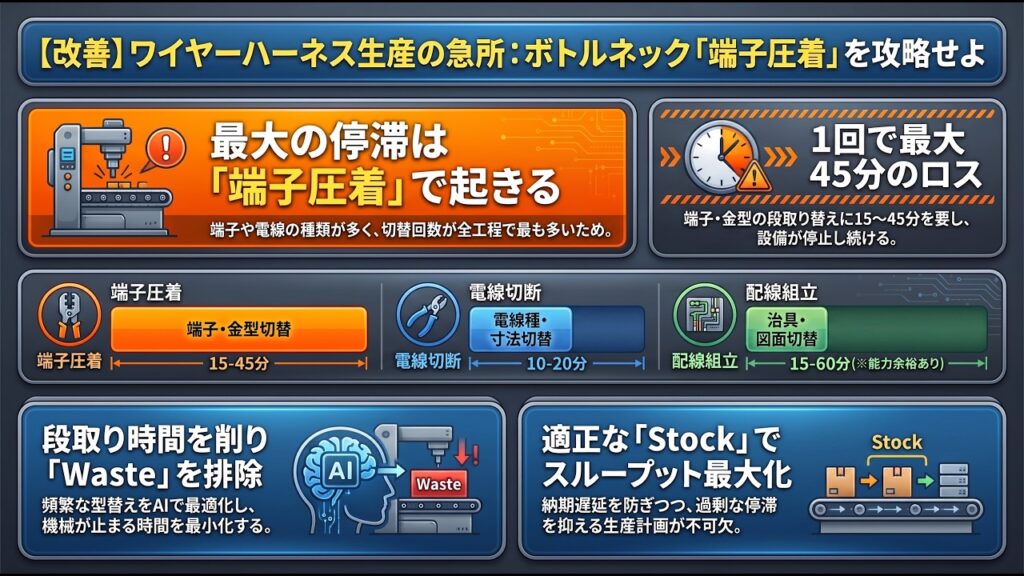
| 電線切断 | 全自動電線切断機 | 10台 | 800-2,000万円 | 4,200円/時間 | 1-3名/ライン | 電線種・寸法切替 | 10-20分 |
| 外被剥き | 自動皮剥き機 | 10台 | 300-800万円 | 3,800円/時間 | 2-5名 | 電線種切替 | 5-15分 |
| 端子圧着 | 全自動圧着機 | 20台 | 300-1,500万円 | 4,200円/時間 | 2-10名 | 端子・金型切替 | 15-45分 |
| カプラ挿入 | 端子挿入機/挿入治具 | 20台 | 50-3,000万円 | 3,600円/時間 | 10-40名 | 治具切替 | 5-15分 |
| 配線組立 | 木板治具ライン | 20台 | 100-500万円/種 | 3,000円/時間 | 30-100名 | 治具入替・図面切替 | 15-60分 |
| 導通検査 | 導通検査台 | 8台 | 300-1,500万円 | 4,000円/時間 | 2-5名 | 検査プログラム・治具 | 10-30分 |
この6工程のうち、このコラムで生産計画(スケジューリング)の対象とするのは、ボトルネックの端子圧着を中心に、カプラ挿入・配線組立を加えた3工程です。切断・剥き・検査も工程としては存在しますが、計画の中心からは外して考えます。
3. 現場・生産管理のポイント
ボトルネックはどこか
複数工程のなかで最も処理能力が低く、生産全体の速さ(スループット=単位時間あたりの生産量)を決めてしまう工程をボトルネックと呼びます。ワイヤーハーネスでは端子圧着工程がボトルネックになりやすい工程です。上表のとおり1回の段取りは配線組立より短めですが、端子や電線の種類が多く切替の回数が最も多いため、月あたりで見ると段取り時間の合計が最大になり、設備が止まる時間が積み上がって、実際に使える生産能力が下がってしまうからです。
意外に思えるのは配線組立です。人手中心で一見ボトルネックに見えますが、作業者を厚く配置できるため能力に余裕があり、ここは生産の速さを決める工程にはなりにくいのが実情です。ボトルネックは「人手か自動か」ではなく、能力の余裕がどこで先に尽きるかで決まります。
生産管理の課題は
多品種少量生産では品番の切替えが頻繁に起こります。品番が変わるたびに、設備を止めて金型や治具を替える作業が必要で、この作業とそれにかかる時間を段取り(段取り時間)と呼びます。つまり、切替えが起こるほど段取り時間が積み上がります。この段取り時間をどう抑えるか、そして頻繁に変わる納期にどう追従するかが、生産管理の中心的な課題です。詳しくは次回、4つの課題として整理します。
4. まとめ
ワイヤーハーネス工場では、設備の速さそのものより「段取りで止まる時間」「計画を立て直す時間」が利益を確実に減らしています。次回は、この見えにくい損失がどんな課題として現れるかを4つに整理します。
▶ あなたの工場で、いちばん「止まっている時間」が長いのはどの工程でしょうか。
高橋邦芳 + Asprovaコンサルティングチーム + 生成AI
最新記事 by 高橋邦芳 + Asprovaコンサルティングチーム + 生成AI (全て見る)
- 【ワイヤーハーネスのAI生産スケジューリング 5】失敗しない導入 ~ 一工程から始める進め方 - 2026年7月13日
- 【ワイヤーハーネスのAI生産スケジューリング 4】ROI試算 ~ 数字で見る年間リターン - 2026年7月13日
- 【ワイヤーハーネスのAI生産スケジューリング 3】解決策 ~ 同時に解くという発想 - 2026年7月13日
 【プレス加工工程のAI生産スケジューリング 1】基礎知識 ~ 金型・段取り・スケジュール、現場を動かす三つの言葉
【プレス加工工程のAI生産スケジューリング 1】基礎知識 ~ 金型・段取り・スケジュール、現場を動かす三つの言葉 【機械加工工程のAI生産スケジューリング 2】課題 ~ 機械加工の残業と督促が止まらない、納期厳守の裏で膨らむコストの正体
【機械加工工程のAI生産スケジューリング 2】課題 ~ 機械加工の残業と督促が止まらない、納期厳守の裏で膨らむコストの正体 【電動アクチュエータのAI生産スケジューリング 1】基礎知識 ~ モータと減速機の加工・組立工程を、流す順番からやさしく解説
【電動アクチュエータのAI生産スケジューリング 1】基礎知識 ~ モータと減速機の加工・組立工程を、流す順番からやさしく解説 【ギアのAI生産スケジューリング 5】失敗しない導入 ~ ボトルネック一工程から始める無理のない進め方
【ギアのAI生産スケジューリング 5】失敗しない導入 ~ ボトルネック一工程から始める無理のない進め方 【ギアのAI生産スケジューリング 1】基礎知識 ~ 歯車工場の利益を決める「動いていない時間」の正体
【ギアのAI生産スケジューリング 1】基礎知識 ~ 歯車工場の利益を決める「動いていない時間」の正体 【ギアのAI生産スケジューリング 4】ROI試算 ~ 五つの費目から戻る年間リターンを検算する
【ギアのAI生産スケジューリング 4】ROI試算 ~ 五つの費目から戻る年間リターンを検算する