



パナソニック エレクトリックワークス池田電機株式会社 様
パナソニック エレクトリックワークス池田電機株式会社 様
パナソニック エレクトリックワークス池田電機株式会社(以下、PEWI)パナソニックグループの照明事業を支える電気機器メーカーです。1951年の設立以来、主に照明用電源、照明制御装置、点灯装置などの開発・製造を行い、社会の快適性向上に貢献しています。
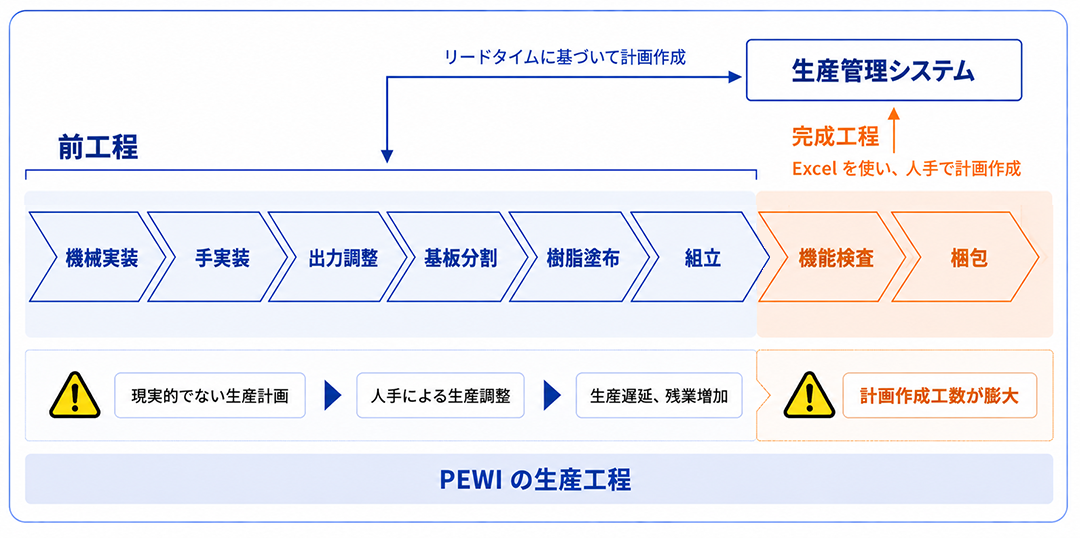
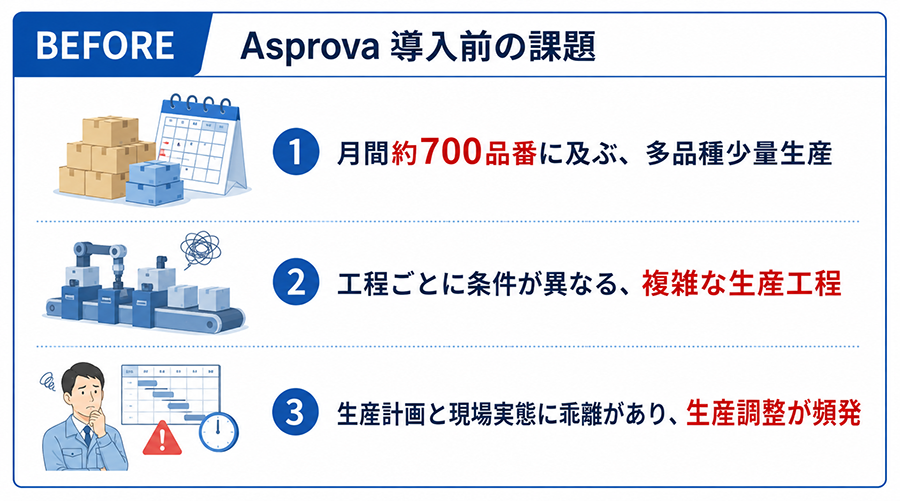
PEWIの特徴は多品種少量生産です。最終完成品と管理対象の工程や品番を合わせると月間約700品番に及び、品種によって工程が変化します。Asprova導入以前は完成工程の生産計画を人手で作成し、前工程の生産計画は各工程のリードタイムに基づいて生産管理システムにより自動作成していました。しかし、人手での計画作成に工数がかかる上に、生産管理システムで作成した計画が現実的ではなく、生産調整が発生する、生産のバラツキが多い、などの課題がありました。問題が発生するたびに工程間で話し合い、スケジュールを変更していましたが、生産遅延や残業もたびたび発生していました。 多品種少量生産、複雑な生産工程、実態にそぐわない生産計画の3つの課題に悩んでいたPEWIは、生産計画作成プロセスを一新し、自動化することに挑戦します。生産スケジューラをいくつか試してみた結果、PEWIの生産にとってベストなスケジューラはAsprovaであるという感触を得て、導入パートナーのリコージャパン株式会社とNSW株式会社と共に導入を進めました。 PEWIは、どのように3つの課題を解消したのでしょうか。Asprova導入の成果について以下の方々に伺いました。
<パナソニック エレクトリックワークス池田電機株式会社>(発言順) <リコージャパン株式会社> <NSW株式会社>
 SCM部 生産管理課 課長 福井氏 「生産計画と実態に距離がありました」
|



| 3.現場の経験値を再現 |

製造部 製造2課 参事 宮浦氏
「現場の経験値をAsprovaで再現するのが大変でした」
| 以前は、生産計画が実態とそぐわないので人手で生産調整をしていました。現場が持っている「こうすればできるだろう」という経験値をフル活用して、工程の順番や日程を決めていました。この経験値をAsprovaで再現するためにサイクルタイムやリードタイムを厳密に数値化し、マスターの抜け漏れを修正していく作業を行いましたが、これが大変でした。サイクルタイムを正確に設定することは特に大事で、ひとつひとつの工程にかかる時間を正確に設定しておかないと実現不可能な計画ができてしまいます。 マスター設定が大変ではありましたが、ベテランが頭の中で描いていた工程の流れや上下関係、制約条件などが再現でき、ベテラン以外でも抜け漏れのない生産計画が作れるので大変助かっています。 |

経営企画部 IS企画管理課 丹羽氏
「マスターを最新の状態に保つのがポイントです」
| 情報システム担当として基幹システムとのデータ連携を担当しましたが、Asprovaで扱う副資源(工具、治具や作業者など)に相当する項目が基幹システムに存在しないことがわかりました。そのため、基幹システムのどのテーブルのどのデータに副資源を紐付けるか、関係者と協力して細かくマッピングしました。 Asprovaは制約条件などの設定項目が多く、細かく設定するほど、きれいな生産計画が作れます。しかし、ここで安心してはいけないんです。マスターが最新になっていることが重要です。マスターが更新されていないと、古い情報が反映されてしまい、生産計画が使い物になりません。月に1回マスター見直しを行っていますが、急なライン変更などが情報システム側に共有されていないとマスターが更新されず、思ったようにAsprovaが動きません。日々のマスター管理・保守がとても重要です。 |
| ■導入パートナーより |

リコージャパン株式会社 デジタルサービス営業本部 兵庫支社 兵庫ソリューション営業部 業種業務ソリューショングループ 梅村氏
「PEWI様のAsprova導入への強い意志に押されました」
| 生産スケジューラをAsprovaに決めるというお話をいただいてから、Asprovaに強いNSW様と協力して導入作業を始めました。要件定義から稼働まで長期にわたるプロジェクトです。皆さまがおっしゃるとおり、現場の知恵で柔軟に対応してきた生産工程をAsprovaで再現するのはなかなか大変な作業でした。特に、運用前の総合テストでは、2ヶ月間毎日1時間の設計ミーティングを行って、問題点を洗い出し、ひとつひとつロジックを固めました。 苦労はありましたけれども、Asprovaを必ず導入し、生産プロセスを一新するという強い意志をPEWI様がお持ちで、それに押されながら、最後までたどり着くことができました。今後も改善に向けて、協力させていただきたいと思います。 |

NSW株式会社 エンタープライズソリューション事業本部 ERP営業部 プロダクションシステム部 エキスパート 中野氏
「PEWI様といっしょに汗をかきました」
| Asprovaの導入は、お客様にもマスターの設定などに汗をかいていただく部分が少なからずあります。PEWI様のAsprovaへの期待度が高く、ご要望を実現するのに苦労した面はありますが、PEWI様、リコージャパン様のご協力を得て実現できました。さらに使い勝手の良いシステムになるよう今後も努力します。 |
| 4.信頼できる生産計画 |

経営企画部 IS企画管理課 丹羽氏
「すべての工程を網羅した精度の高い計画が作成できています」
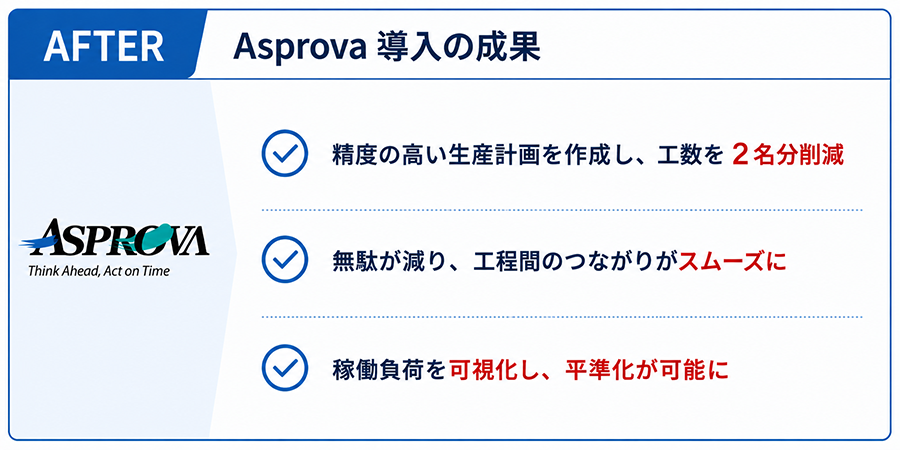
| 以前は、完成工程から逆算して前工程の生産計画を割り出していましたが、Asprovaを導入してからはすべての工程のリードタイム、制約条件などを計算して生産計画が作れるようになったので、精度が上がりました。加えて、計画の作成に必要な工数も2名分削減できました。 Asprovaで作成した生産計画はすべての工程を網羅しているので、変更したいオーダーを選択すると、工程のつながりが一目で把握できますし、変更も容易です。生産ラインの空き状況もすぐにわかるので、無理のない変更ができるようになりました。 また、基幹システムだけではできなかった副資源(工具、治具や作業者など)の管理や、特定の日付から主資源(機械、設備など)を切り換えることができるようになったので、現場に即した計画が作れるようになっています。 |
| 5.稼働負荷の可視化と最適化 |

製造部 製造2課 参事 宮浦氏
「工程の進捗と負荷率が見えるので、生産を最適化できます」
| 生産現場にとって、Asprova導入のメリットの1つめは無駄の排除です。以前は、1日単位の計画だったので1日のうち何時に前工程が完了するかわかりません。急ぎの品があるときは3階から2階、1階へと階段を往復して進捗を確認しに行く無駄な動きがありました。今では1時間単位で前工程の完了予定時刻がわかるので、先回りして自工程を準備でき、工程間のつながりがとてもスムーズになりました。1時間単位の計画なので、例えば「9時から12時まで、センサ基板を100個作る」といった具体的な指示を出すことが可能になりました。 2つめのメリットは、稼働負荷を平準化できるようになったことです。ラインごとの負荷率を見られるようにAsprovaをカスタマイズしてもらったので、負荷が集中している工程が一目瞭然です。負荷の高いラインから低いラインへ品物を動かすなど、工程全体の稼働を平準化できています。結果として、残業がかなり減りました。 年間を通しての負荷工数が見えるようになったのも大きなメリットです。以前は1ヶ月先ぐらいの負荷しか見えなかったので、「来月から生産が大幅に増えるぞ」と聞かされて、あわてて準備するような状態でした。今では2ヶ月先、3ヶ月先の計画を見れば負荷の増減がわかるので、早め早めに対策できています。 Asprovaで工程を数値化すればするほど、生産計画に「遊び」がなくなり、余裕のない計画ができてしまうのも事実です。何か現場でトラブルがあったりすると、「遊び」がない分、すぐに生産遅延につながってしまうケースが見受けられます。これをどうするかが今後の課題です。 |
| 6.今後に向けて |

SCM部 生産管理課 課長 福井氏
「現場で使いやすい生産計画を作れるようにします」
| まず、改善したい点としては、生産計画と現場との差を縮めたいと思っています。マスターを細かく設定し、制約条件を入れれば、精密ですき間のない生産計画ができあがります。Asprovaが優秀である証拠なのですが、欠員などのちょっとした変動が起きた場合に、余裕がないため生産が止まってしまうことがあります。Asprovaを導入した結果として見えてきた新たな課題です。今後は制約条件をゆるめるなど、現場で使いやすい「ちょうど良い精度」の計画を作れるようにしたいと思っています。どの程度制約をゆるめればいいのかは、現場、リコージャパンさん、NSWさんと協力してチューニングします。 また、生産計画に加えて、部材の入庫、在庫、出庫の状況を見えるようにしていますが、それを発展させて部材の手配もできるようにしたいと思っています。現場でもタブレットを使って生産計画を見られるようにし、生産の進捗をリアルタイムで把握できるようにしたいですね。 手動調整についても、順序調整、シフト調整などの微調整をしていますが、将来的にはSolverを入れて自動化できればと思っています。 現場の知恵で回っていた生産現場でしたが、Asprovaを導入することで特色と課題が浮き彫りになり、どうすれば生産を最適化できるかが見えてきました。まだまだ改善すべき点は多いので、リコージャパンさん、NSWさんにご協力いただきながら引き続き取り組んでいきたいと思います。 |
* 取材日:2026年3月19日
* 記載の担当部署は、取材時の組織名です。