
生産現場の「段取り上手」とは
2022.05.12A0 生産管理製造には段取りが必要
日常会話でも使われる「段取り」は、もともと歌舞伎の楽屋から生まれた言葉のようです。たとえば「仮名手本忠臣蔵」は11段から成り立っています。それぞれの「段」について筋の運びを「段取り」と言い、それが世間に広まったようです。
生産管理でも大事な概念を示す言葉として使われています。主に、作業を始める前の準備、つまり金型を切り替えたり、機械の設定を変えたりすることです。作業後の後始末も段取りの一つとされます。
段取りが増えると生じる課題と現場改善
段取りの時間が増えると、製造していない時間が増え、効率が下がります。人手もかかります。段取りは少ない方がいいのです。ただし同じものを作り続けると、変化する需要にこたえられず、納期遅れにつながります。段取りはどうしても必要なものです。生産品目を増やし、なおかつ平準化した生産をするには、段取りの数を増やさざるを得ません。いったいどうすればいいのでしょうか。
さまざまな解決策が模索されてきました。一つは、「内(うち)段取り」を「外(そと)段取り」に置き換えることです。内段取りとは、ラインを止めて設備の切り替えをする一般的な方法です。これに対し、外段取りとは、ラインを止めずに並行して切り替えをする方法です。生産の空白を少なくすることはできますが、外段取りをする場所も人員も必要となり、コスト増につながります。
段取り自体の時間を短縮する試みも行われています。代表的なのはトヨタが考案した「シングル段取り」です。プレス機械に設置された金型の交換時間を10分未満とします。分数が1けた(シングル)となるので、この名があります。従来、数時間かかることもあった段取りを、細かい工夫の積み重ねで短縮したのです。しかしさまざまな制約条件の中で、どこでも簡単に時短ができるものではありません。
スケジューラで段取りを減らす
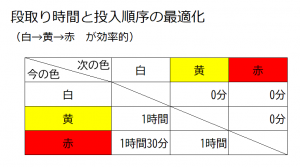
これらとは別のやり方もあります。すなわち、投入順序の工夫によって、合計の段取り時間を短縮することができるのです。たとえば塗装工程を考えてみましょう。薄い色から濃い色へと変える場合と、濃い色から薄い色へと変える場合では、洗浄時間が違ってきます。白から黄色、赤へと変えていく方が、その逆に比べて、段取り時間は短くなります。
軸を加工するのであれば、細い方から太い方へ。熱処理であれば低温から高温へと、段階的に変えていくのがよさそうです。
投入順序を決めるのには、膨大な計算が必要になります。6つの製品の順番を決めるだけでも、6の階乗、すなわち6×5×4×3×2×1=720通りの順列が存在します。これが15とか18の階乗となると天文学な数値になります。この中から最適なものを選び出すには、生産スケジューラーのようなソフトウエアの助けが必要です。
もう一つ、考えておきたいのは、段取りをするのは人間だということです。あまり頻繁になると、「え、また」「いい加減にしてくれ」と、参ってしまうでしょう。格言には「段取り8分、仕事2分」とあります。段取りさえしっかりしておけば、作業全体の8割が終わったようなものです。段取り上手はみんなを喜ばせます。
- 段取りの詳細情報はナレッジセンターにてご覧いただけます。(会員登録が必要です)
技術革新や予測不能な外的要因に迅速に対応できるよう製造業務においては、より一層生産プロセス全体の改善と生産効率向上が求められています。
データやデジタル技術を活用し、生産リードタイム短縮や在庫・コスト削減などを実現する製造現場におけるDX推進の一つとして、生産スケジューラの導入がカギとなります。
次のページでは、生産スケジューラ導入によって具体的にどのような業務改善が実現したのか導入企業の事例もご紹介しています。ぜひご参考にしてください。
 |
コラム編集部
最新記事 by コラム編集部 (全て見る)
- なぜこの2社は計画のブレを最小限にできたのか?精度向上のカギを解説 - 2025年7月2日
- “半日が10分に短縮”も可能に!属人化を脱し、計画作成を効率化した方法とは? - 2025年7月2日
- “なんとなく管理”からの脱却!デンカが語る、見える化による現場改善ストーリー - 2025年7月2日
 QCDとは?生産管理において重要な理由や改善方法・踏むべきステップを解説
QCDとは?生産管理において重要な理由や改善方法・踏むべきステップを解説 ABC分析とは?エクセルで簡単に分析できるやり方やメリットを解説
ABC分析とは?エクセルで簡単に分析できるやり方やメリットを解説 MPSで生産計画を効率化!実施のポイントを解説
MPSで生産計画を効率化!実施のポイントを解説 工程管理と進捗管理の違いとは?基本と管理の流れを解説
工程管理と進捗管理の違いとは?基本と管理の流れを解説 生産管理システム導入 メリット・デメリット
生産管理システム導入 メリット・デメリット 漫画でわかる! 生産スケジューリングの最適化~納期遅れと段取り時間の同時最小化は可能か?
漫画でわかる! 生産スケジューリングの最適化~納期遅れと段取り時間の同時最小化は可能か?