



株式会社東北TKR(現株式会社TKRマニュファクチャリングジャパン)様
株式会社東北TKR(現株式会社TKRマニュファクチャリングジャパン)様
部材の入庫から製品完成までの作業進捗一元管理を図りAsprovaを導入
新機能も積極的に活用、情報の見える化、意思決定のスピードアップを推進
[ 詳細はPDF ファイルでご覧頂けます ]
|
軽薄短小、多機能化へとチャレンジする一方のエレクトロニクスの世界。 その技術革新に、東北TKRは高信頼性、高性能、高機能の技術力で応えている。基板から完成品まで一貫作業にて製造しており、技術力は組立加工するばかりではなく、徹底した作業高効率化及び品質管理により顧客の期待に添うべく 「相違と創意」をもって努力している。 顧客のニーズに応え、さらに競争力をUPするためにさまざまな活動に取り組んでいるが、そのひとつが標準システムの確立による定型業務の標準化や省力化、要求される情報を正確に早く提供することなどである。こうした流れの中で、生産管理システムの補完として部材の入庫から製品完成までの作業進捗一元管理を目的としてAsprova導入を決定した。導入を担当された工場管理部 システム管理センター長 齋藤光一氏と、取締役工場長 大橋好美氏に話を伺った。 |
 株式会社東北TKR(現株式会社テーケーアールマニュファクトリングジャパン) 株式会社東北TKR(現株式会社テーケーアールマニュファクトリングジャパン)■所在地: 岩手県紫波郡紫波町南日詰字箱清水50番地の1 ■設立: 1972年4月2日 ■資本金: 2億8,800万円 ■授業員数: 284名(2010年5月1日現在) ■事業内容: 各種プリント基板の実装、デジタルカメラ、カーナビゲーション、カーオーディオ、 放送局用親時計、アミューズメント機器、医療機器関係の組立 |
| ■導入目的 |
|
●部材の入庫から社内完成までの作業進捗一元管理の実現 ●管理システムの最適化と意思決定のスピードアップ実現 ●全社員共通認識を図るための情報見える化の実現 |
|
同社ではカーナビゲーション、カーオーディオ、デジタルカメラなどの製品組立、プリント基板加工など部品から完成品まで一貫作業にて製造している。Asprovaを導入した2008年当時、同社では標準システムの確立と情報の共有一元管理を目指して情報システムの大幅な見直しが行われていた。
そんな中、製造業の共通課題である、在庫を最小限にしながら、オーダの変更や設備の故障、作業者の休みなど不確実性に対処することや、オーダが現在どの工程にいていつ完了予定か、またボトルネックはどの設備か、を見える化し、納入リードタイム短縮や在庫削減を実現する方法を模索していた。課題に対応するツールとしてスケジューラ導入を決定した。 スケジューラを導入するに当たり具体的な実施の目標として、計画立案の自動化、計画立案時間の短縮、人員負荷、設備負荷への即時対応、作業進捗のタイムリーな把握、部材の在庫情報把握による生産計画へのフィードバック、見える化による情報の共有があげられた。それらを実現するポテンシャルからAsprovaが選択された。 さらに同社の2010年の経営方針、「何事も「スピード」を意識して行動しよう!(Let’s Speedy Action for Everything)」 とも通じるが、受注変動や不確実性にすばやく対応できる計画スピードの高速さもAsprova選択の理由の一つである。 |
| ■導入から運用にいたるまでAsprova推進プロジェクトによる社内への浸透活動 |
|
導入はしたものの、実際の現場ではAsprovaで立てた順番どおりに製造してもらえないなど浸透するまでに時間がかかった。これはAsprovaでリードタイムや在庫の状況を意識して計画した結果が、必ずしも現場で作業しやすい順番でないためである。そこで導入を担当された齋藤氏はAsprova推進プロジェクトを立ち上げ、下記のような対策を実施してきた。 ・社内説明会で導入目的や取組の周知 ・工程単位や計画期間などの設定方法や運用方法の見直し 説明会では、Asprova導入の目的や効果について説明するほか、システムを育てるためには生産計画表を作る人、計画表をもとに管理する人(資材、製造、品証、管理等)、計画表をもとに作業する人の相互理解と協力が必要と訴えた。 導入時は全工程(40工程)すべての計画立案を考えていたが5工程ほどのシンプルな計画を立てる方向に変更。また、日々の詳細な計画で指示を出すのではなく1週間くらいの大まかな計画を立て、後は現場で調整するなど、現場に裁量を与える形に変更しつつある。 |
| ■新機能も積極的に活用し情報の見える化の実現 |
| 導入当初はカーナビゲーションの組立ラインでの活用を優先して考えていたが、現在は後工程に非常に影響が大きいプリント基板実装部分での活用を最優先に切替、取り組んでいる。同社では7台の大型ディスプレイを現場に設置、ガントチャートを表示している。ガントチャート上では工程間の接続線上にカーソルを置くことで前後工程の作業がいつ終わりいつ始まる予定なのかが確認できる。前後工程も考慮して製造をすることができるようになっている。 | 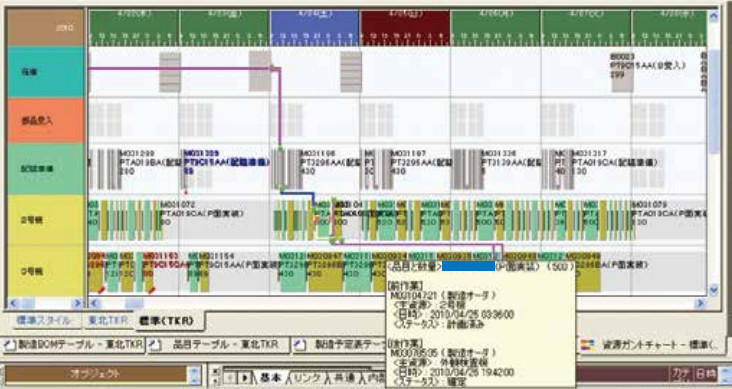 |
|
また、同社では90%以上の部品が顧客からの支給品となるが、部品支給予定を在庫の増減として登録し、部品の不足があらかじめ確認できるようにしている。 現在は顧客からの部材支給予定、納品指示に変化がある都度、再計画と生産実績での洗替を実施し、部門長、担当者の査閲による基準情報等の調整を経て、作業進捗と負荷の把握作業に反映している。本格的に効果が表れるのはこれからである。 今後は顧客からの製品納品指示をもとに立てた計画により、いつまでに部品が必要となるかを提示、オーダの順序入替や、納期延長を依頼する際の数値的根拠としても活用できればと考えている。 | |
※ 取材日 2010年5月7日
| ■導入頂いたお客様 |
 取締役工場長 大橋好美氏(左) 取締役工場長 大橋好美氏(左)工場管理部 システム管理センター長 齋藤光一氏(右) |
担当されたパートナー様 NECネクサソリューションズ株式会社 NECネクサソリューションズ株式会社製造・装置ソリューション事業部 第二営業部 前 泰年氏 |